您的位置: 首页 > 最新资讯 > 生产的塑料制品应力发白严重?一文教你如何防止PP共聚物应力发白! >
内饰汽车部件,例如仪表板,是关注应力发白的应用之一。受冲击或变形后,制件表面会出现应力发白现象。当材料企业寻找解决应力发白的切实方案时,有许多因素要考虑。
在应力区,光在不同方向上散射,就会导致一个发白的外观。微调母粒配方会导致在应力发白倾向上的显著差异。该图显示在材料受冲击前后四个不同母粒对光线变化的影响。
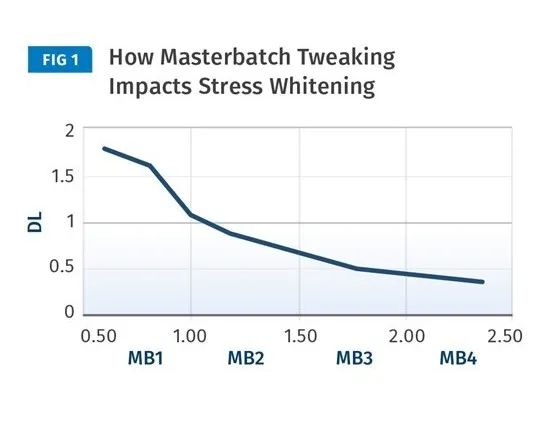
其中DL=冲击测试前后的光亮度变化。同样,树脂选择(使用同样的色母粒)对应力发白有影响。
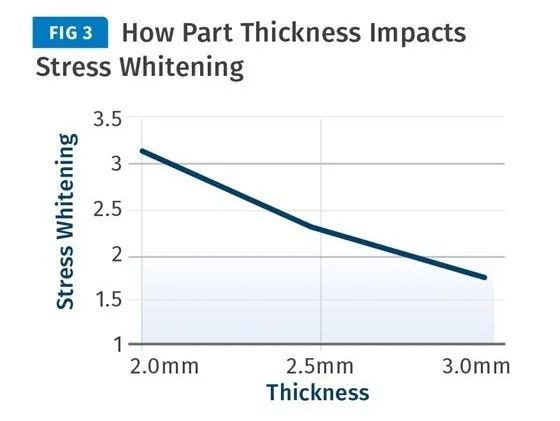
厚度对应力发白趋势具有关键的影响。通常更薄的制件显示出更多的应力发白,要求添加更多的颜料。在大制件上,例如门板,成核剂会影响模塑收缩率,这要求更多的补料填充模具。反过来,这需要更大的顶出力,才会在挤出部件的地方导致应力发白。 颜料加上树脂对于应力发白趋势具有巨大的影响。这里显示的是,不同母粒与不同PP共聚物并用对光亮度(DL)的影响。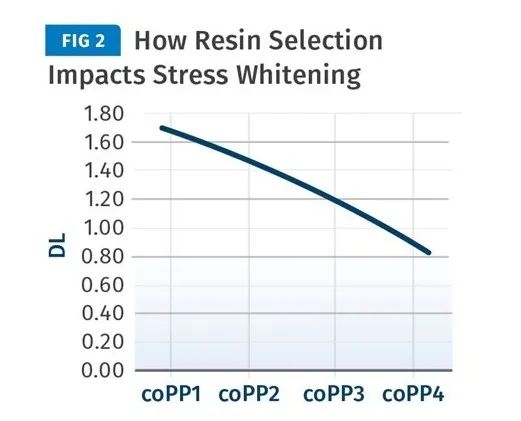
确定和创造理想的着色是任何产品设计挑战的一个关键部分,但是不会就此完事。需要不断采取措施来保证颜色不会因为环境因素而随着时间发生损失。应力发白是可能发生的一种变色,特别是在某些塑料中,例如聚丙烯,特别是在汽车上的应用。我们在一些共聚PP上见到了应力发白;尽管PP均聚物通常不显示出应力发白,但是,当你加入某些弹性体来赋予其更多柔性和耐冲击性时,一种副作用也许就是应力发白。 我们如何最好地防止应力发白?关键是切实综合应用色母粒、PP共聚物和注塑工艺。 这篇文章将为材料企业介绍,如何在设计早期通过调整母粒配方和树脂选材,避免PP的应力发白现象,以及如何检测应力发白是否产生,分离出会影响应力发白的变量。
什么是应力发白? 当冲击或拉伸作用于聚合物表面时而制造出应力时,应力发白就出现了。这个应力导致产生银纹和/或微空穴——本质上是应力克服粒子之间的粘附力所导致的裂纹的微观发生。 不同于表面裂纹,你不可能触摸到银纹或微空穴,但是你能看见它们。这是因为这些微小的偏差反射光线与其周围的表面有所不同,反过来赋予它们不同颜色,正如人眼所觉察的那样。这是因为这些光线反射到周围不同的表面而形成微小的偏差,因而赋予不同的表面不同的颜色,正如人眼所察觉的那样。 其机理是什么呢?为什么会发生于PP中呢?首先,要意识到有许多方法共混一种聚合物,PP不总是完全一样的。聚丙烯号称比普通的均聚物具有更好的刚韧平衡性,而均聚PP一般不显示应力发白,但PP共聚物很容易应力发白。当一块PP材料受到冲击或变形时,银纹或微空穴就会形成于PP基体树脂中的弹性粒子与另一个弹性粒子的界面处。在材料的折光指数(RI)上所产生的变化,会在聚合物受应力区域导致光散射。光散射会导致在制件表面产生的可觉察的发白外观颜色变化。 折光指数是一种度量,用于描述光线通过某种介质时的光线折射,数值一般在1-5折光指数单位范围内变动。该数值对应于光线在该介质中的传播速度相对于光线在真空中的传播速度的比值。在该尺度下,光在真空中的速度等于1,更高的值表明更慢的速度。例如,一个1.5的折光指数相对值,相当于光的实际传播速度比真空光速慢1.5倍。在RI数值上的差别会导致光散射,或者说可见光线的折射,它反过来影响人类对颜色的感觉。 由于对颜色的觉察依赖于折射进入我们眼镜中的光线的波长,当缺陷—例如银纹、微空穴或裂纹—开始形成时,它们就能改变材料的折光指数,反过来,它们会在某个方向散射光线,使得该光线似乎围绕该点出现了色差。其结果是在该区域周围出现发白或泛白。于是在该区域周围出现发白或泛白。 在冲击或拉伸作用于一个材料后,应力发白并不会马上显现。事实上,要花数天才会完全出现。当受力结果是中等程度时,测试显示,95%的PP在受冲击24小时后是稳定的,微小的发白可能出现在那个时期之后。重要的是,当确定如何解决应力发白问题时,要记住这个时间长度。 什么影响应力发白? • 色母粒配方: 当保持所用PP共聚物类型不变并在同样的颜色空间进行测试时,微调色母粒配方作为一个独立变量,会导致在材料应力发白倾向上的足够差异。母粒的变化,包括使用不同的颜料类型、粒子尺寸或颜料添加量—都会影响应力发白的潜力(见图1)。 • 共聚物树脂: 当母粒配方保持恒定且使用相同的颜色空间时,我们发现,在PP选择上的差异,也会导致应力发白潜力的改变。即使是不同的PP共聚物成型同样的部件时,也会产生大的应力发白差异。 • 部件厚度: 所生产的部件的厚度也会影响应力发白潜力。图像显示,使用同样的PP共聚树脂和色母粒,一个更薄的部件比一个更厚的部件具有更糟糕的应力发白。比一个更厚的部件更容易应力发白。我们的试验显示,随着厚度减小,需要更多的颜料来减小可见的应力发白。 • 大部件的成核: 成核剂和某些颜料会影响成型收缩率。这种收缩会要求更多的补料以填充模具。结果是材料粘附于模具,由此要求更大的顶出力施加于部件,以将其脱模。导致材料粘附于模具,由此需要对部件施加更大的顶出力。这种附加的顶出力可能足够导致应力发白,特别是在顶针接触部件的地方。 用于测试应力发白的方法 为了找出在材料、设计和加工中的颜色变化导致较小的应力发白,必须首先采取测试,以确定微调独立变量的成功。除了简单观察一片材料外,还有许多测试应力发白的方法,但是,在工业上,没有什么明确接受的万能测试方法。 • 冲击测试: 这种方法比较在冲击测试前后材料的某个区域的颜色。受冲击后,在特定时间之前和时间之内,在同样的区域上测量颜色。Delta L = L (结束值) – L (起始值),L在这里相应于光亮度或者“白度”。 • 泛白测试: 进行落球冲击,在塑料部件表面制造出一个白环。接着,两个方法之一用于计算由于冲击出现的泛白的程度:泛白因子和泛白指数。泛白因子用泛白直径乘以Delta L计算而得;发白指数用泛白环的直径除以所用冲击球的直径计算而得。 • 弯折测试: 这种测试是弯折一个拉伸样条或者弯曲样条时对于光线传输的备用测量。光线透过越高,微裂纹越少,应力发白出现就越小。相反,光线透过越低,微裂纹发生越多,应力发白的程度就越高。

